
3Dプリンティングの世界において、全ての創造は平らな基盤から始まります。プラットフォームの水平調整(レベルリング)は、多くの初心者に過小評価されがちな工程ですが、実際には印刷プロセス全体の礎であり、その重要性をいくら強調してもし過ぎることはありません。
これは単にプリントベッドを地面に対して水平にすることではなく、マイクロメートル単位の間隔に関する精密な調整です。その核心的な目標は、プリントノズルの先端とプリントプラットフォーム全体との垂直距離がどの点においても一定に保たれるようにすることで、通常、この黄金の距離は約0.1ミリメートル(一枚の標準的なA4コピー用紙の厚さにほぼ相当)に設定されます。

物理的な側面から深く理解してみましょう。溶融したPLAやABS材料がノズルから押し出されるとき、それは適切な力で平台に「押し付けられる」必要があります。
間隔が広すぎる場合:
押し出された材料の線は空中で絵を描くかのようになり、平台との有効な接触面積と付着力を確立できません。その結果、軽度では底部の端が上方に反る「反り(ワーピング)」が発生し、重度では印刷途中でモデル全体が平台から剥がれ、印刷の完全な失敗を招きます。
間隔が狭すぎる場合:
ノズルがプラットフォームを掻き削るようになり、第1層の材料が過度に押しつぶされて薄くなり、押出不良やノズル詰まりを引き起こします。その後の層積層時には深刻な精度問題を生じます。
したがって、精密に水平調整されたプラットフォームは、完璧な第1層の付着を保証する絶対的な前提条件であり、完璧な第1層は高品質なプリント物全体の「地基」なのです。
水平調整を行う前に、ノズルとヒートベッドを標準的な印刷材料の典型的な作業温度(例:PLA印刷の場合、ノズル約210°C、ヒートベッド約60°C)に加熱してください。
金属やアクリル部品は熱膨張・冷収縮により変形するため、常温で完璧に調整しても加熱時に狂いが生じます。予熱後の調整は実際の印刷環境を模倣し、結果がより正確で信頼性があります。
一般的なA4紙は古典的な調整ツールですが、フィーラーゲージ(すきまゲージ)の使用を強く推奨します。これは0.05mm~1.0mmまでの異なる厚さを持つ金属片のセットで、客観的な厚み基準を提供します。
例えば0.1mmのゲージを使用すれば、紙の湿度や圧力による主観的誤差を排除し、より精密で再現性の高い調整が可能になります。
① 初期化:
プリンターのメニューで「自動原点復帰」を選択し、ノズルを初期位置へ移動。続いて「ステッピングモーターの無効化」を選択し、ノズルとプラットフォームを手動で動かせる状態にします。
② 巡回開始:
ノズルを前左隅の調整ネジ上に移動し、0.1mmのフィーラーゲージまたはA4紙をノズルとプラットフォームの間に挿入します。
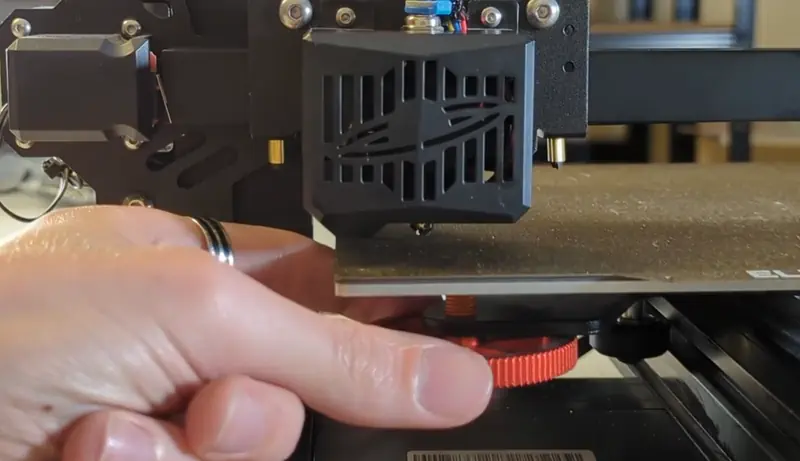
③ 抵抗を感じ取る:
調整ノブをゆっくり回し、紙またはゲージを動かした際に「少し摩擦があり、スムーズに引き抜ける」程度の抵抗を感じるように調整します。強く押し付けすぎないよう注意してください。
④ 循環検証:
4つの隅(前右・後右・後左)を順に同じ手順で調整します。一箇所の変更が他の角に影響するため、全ての角で均一な摩擦感になるまで2~3回巡回して微調整を行いましょう。
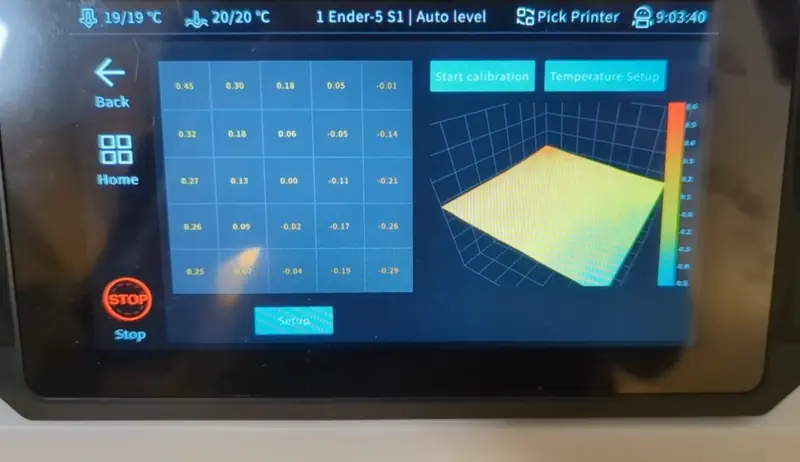
ハイエンド機種では、BLTouchや誘導式センサーなどの自動水平調整プローブが搭載されています。これらは印刷前にプラットフォーム上の複数点を測定し、「デジタル地形図」を生成してZ軸をリアルタイムで微調整します。
この仕組みはプラットフォームの微妙な歪みや曲がりを補正するのに非常に有効です。
ただし、自動水平調整は「補償」であって「代替」ではありません。
自動機能を使用する前に、必ず一度は手動で基本的な水平調整を行い、プラットフォームが概ね平坦であることを確認してください。自動補正は残る微小な高低差を処理するための最終手段です。





