
層高や外壁厚などの静的パラメータを設定した後は、印刷中の動作を決定する「動的パラメータ」を理解する必要があります。これらは材料の押出挙動、ノズル移動、印刷成功率、表面仕上げに直接影響する重要要素です。
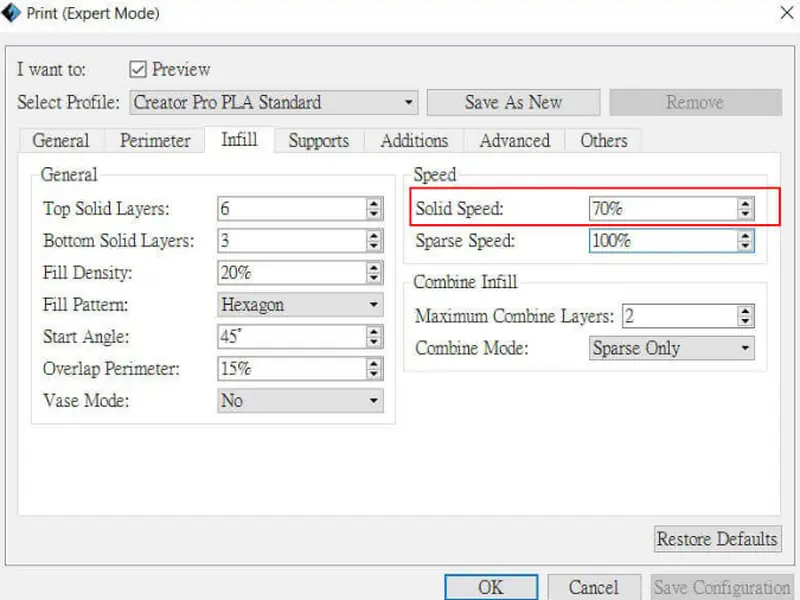

定義: ノズルが材料を押し出しながら移動する速度(mm/s)。スライサーでは複数の速度を個別に設定することが高品質の鍵となります。
最も重要な速度設定。15–25mm/sへ下げることで付着力が大幅向上し、印刷全体の成功率を高めます。
外観品質を決定するため、30–50mm/sの低速推奨。振動痕や糸引きを抑制し、美しい表面を作ります。
視覚的要求が低いため 60–80mm/s の高速化が可能。総印刷時間を大幅削減できます。
押出し無しの移動は 100–150mm/s に設定し、非印刷時間を最小化します。
定義: 材料を押し出すためのノズル温度(°C)。材料種類に強く依存する重要パラメータです。
PLA: 190–220°C。低すぎると結合不良、高すぎると糸引き増加。
ABS: 230–260°C。割れ対策に高温必須。
PETG: 220–250°C。靭性と耐熱性に優れた中間素材。
ポイント: メーカー推奨値を基準に環境や速度に応じて微調整してください。
材料の冷却収縮により発生する「反り」を抑えるため、スライサーには3つの付着方式が用意されています。
モデルに接触しない輪郭。主に押出安定化が目的で、反り対策には弱い。
モデル底面の外周に広がる単層。反り対策に最も有効で、ABSや大型モデルに最適。
モデル下に敷くマット状構造。接触面積が小さいモデルや平台が不安定な場合に有効。ただし材料と時間を多く消費します。
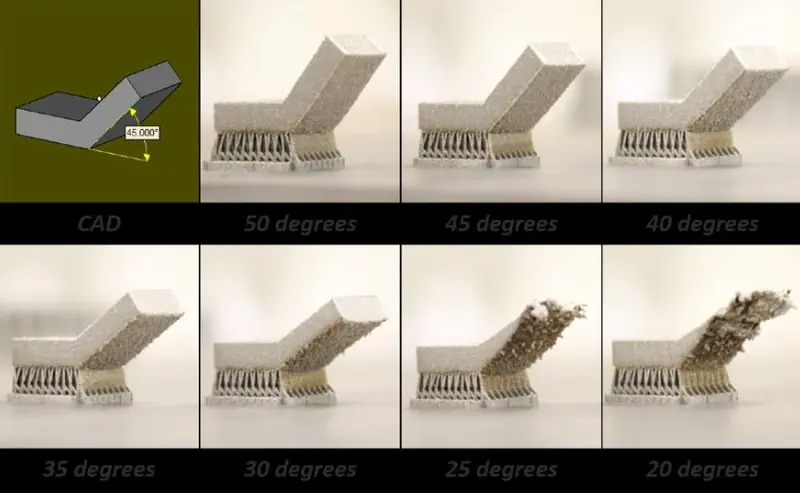
45度以上のオーバーハング部分では溶融材料が保持できないため、サポートが必要です。
ベッド接触サポート: 一般的で除去しやすい。外部中心の構造向け。
全域サポート: 内部空洞まで生成。複雑形状向けだが除去困難。
サポート角度: デフォルト45°。下げれば増え、上げれば減る。
サポート密度: 5–15%で十分。高すぎると除去が難しくなる。
サポートZ距離: 0.25–0.3mm推奨。除去が非常に容易になる。





